Луч импульсного лазера с заранее заданной плотностью мощности направляется на ту область поверхности изделия, которая нуждается в очистке. Под воздействием излучения происходит абляция (испарение) поверхностного слоя загрязнения.
Дело в том, что мощность достигается не только импульсным режимом, но и фокусировкой. Чем меньше пятно, тем мощнее воздействие. Тут видно наоборот - развертка в линию. А установка умещается в руке. Непонятно - откуда мощность берется. Для испарения металла её нужно много. Это не черные пакеты лазером от DVD жечь.
Хорошо, допустим так и есть. Но чем кроме вау-эффекта это лучше, чем обычная шлифовка или пескоструйка?
Судя по результатам, довольно ровно и в углублениях, так понимаю легко снимает, опять же, плюс песок выносить ненужно, посему (если верить видео) пескоструй и шлифовка отдыхают. Но терзают меня смутные, что съем происходит не обыкновенной краски или ржавчины. Хотелось бы увидеть больше работ, пояснения автора весьма скудны.
Схема процесса очистки предельно проста- излучение импульсного лазера фокусируют на поверхности детали, причем размер пятна должен быть такой, чтобы плотность мощности излучения за период импульса приводила к быстрому повышению температуры поверхностного слоя до температуры его быстрого разрушения (испарения или сублимации). Ориентировочная величина такой плотность мощности составляет от 107..1010 Вт/см2. При фокусировке в пятно размером порядка 0.5 мм для формирования такой плотности мощности достаточно лазера со средней мощностью всего 10 Вт.
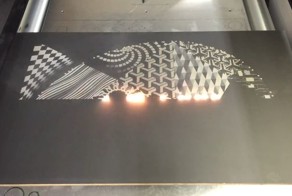
Для сквозной обработки поверхности далее применяют сканирующие системы, которые развертывают лазерный пучок в линию с высокой скоростью (рис.1б), обрабатывая, таким образом, сразу полосу материала и затем линию обработки перемещают относительно поверхности. Общая производительность будет зависеть от мощности лазера, частоты импульсов, толщины и состава удаляемого слоя, в частности, существенную роль могут иметь поглощающие свойства поверхности.
На сильном различии степени поглощения лазерного излучения загрязнениями и основным материалом основаны некоторые специальные методы лазерной очистки — так музейные экспонаты из мрамора и других камней очень эффективно очищаются излучением СО2-лазеров с длиной волны 10.6 мкм (Рис.2) , так как длинноволновое излучение эффективнее поглощается именно загрязнениями органического характера, которые удаляются даже из микротрещин.
Большинство специализированных (мобильных и стационарных) лазерных установок, успешно применяемых реставраторами разных стран для очистки камня и металла, создано на базе частотных Nd-YAG лазеров с модулированной добротностью, с длиной волны 1,06 мкм, имеющих очень короткие (десятки наносекунд) импульсы с высокой пиковой мощностью. Лазеры этого типа эффективно удаляют загрязнения: интенсивная абляция происходит уже при плотности мощности до 107-108 Вт/см². (Nd — неодим, элемент с атомным номером 60 в таблице Менделеева относится к семейству лантаноидов. Неодимом легирован гранатовый кристалл твердотельных лазеров.)
Не, ну если испаряется только загрязнение, то тогда все объяснимо. Просто ролик сделан так, что кажется снимается слой грязи вместе со слоем металла.
И все равно - зная, что плотность излучения очень сильно падает при увеличении "пятна", у меня когнитивный диссонанс между таким эффектом и удерживаемом в руке "лазерным пистолетом".
Ниже пишут, что для пучка 0.5 мм достаточно 10 Вт мощности лазера, однако разворачивая его в линию на 10 см, нужно уже 2000 Вт. А это в моем представлении большая, стационарная установка.



















































































































Без этого смахивает на "свободную энергию"...
Хорошо, допустим так и есть. Но чем кроме вау-эффекта это лучше, чем обычная шлифовка или пескоструйка?
Общее описание процесса
Схема процесса очистки предельно проста- излучение импульсного лазера фокусируют на поверхности детали, причем размер пятна должен быть такой, чтобы плотность мощности излучения за период импульса приводила к быстрому повышению температуры поверхностного слоя до температуры его быстрого разрушения (испарения или сублимации). Ориентировочная величина такой плотность мощности составляет от 107..1010 Вт/см2. При фокусировке в пятно размером порядка 0.5 мм для формирования такой плотности мощности достаточно лазера со средней мощностью всего 10 Вт.
Для сквозной обработки поверхности далее применяют сканирующие системы, которые развертывают лазерный пучок в линию с высокой скоростью (рис.1б), обрабатывая, таким образом, сразу полосу материала и затем линию обработки перемещают относительно поверхности. Общая производительность будет зависеть от мощности лазера, частоты импульсов, толщины и состава удаляемого слоя, в частности, существенную роль могут иметь поглощающие свойства поверхности.
На сильном различии степени поглощения лазерного излучения загрязнениями и основным материалом основаны некоторые специальные методы лазерной очистки — так музейные экспонаты из мрамора и других камней очень эффективно очищаются излучением СО2-лазеров с длиной волны 10.6 мкм (Рис.2) , так как длинноволновое излучение эффективнее поглощается именно загрязнениями органического характера, которые удаляются даже из микротрещин.
И все равно - зная, что плотность излучения очень сильно падает при увеличении "пятна", у меня когнитивный диссонанс между таким эффектом и удерживаемом в руке "лазерным пистолетом".
Ниже пишут, что для пучка 0.5 мм достаточно 10 Вт мощности лазера, однако разворачивая его в линию на 10 см, нужно уже 2000 Вт. А это в моем представлении большая, стационарная установка.
(палиндром)